Ryonet’s new OP White EnviroLine Water Based Ink (By Matsui)
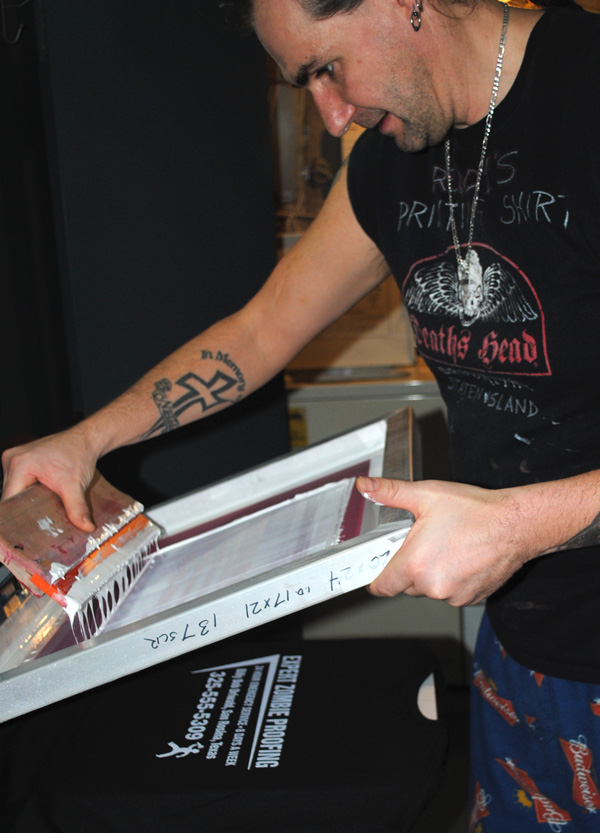
We’ve used it for a few projects now, so I feel pretty good recommending it. Here is Freddy screening a shirt with it. We used it right out of the container without adding anything at all to it. You can tell from the photo that it’s pretty sticky, but it doesn’t dry up too fast so you can screen at a comfortable pace.
We used this ink on cotton canvas tote bags and messenger bags that don’t discharge well. We also screened some cotton t-shirts that we wanted to look like construction company shirts. Here are some closeups of the results.



Here are the instructions for the ink:
PRINTING: For best performance heat the pallets to 140 degrees F. before printing. Heating your pallets will help retain the ink on the garment and allow for wet on wet printing without flashing in between. For light color fabric use Matsui ECO-Series RC through a high mesh screen. For dark colored fabric the use of 301 Transparent White as an under-base. For a softer hand use Matsui’s DSPS Discharge (see under basing below). Screens should be flooded if printing is stopped for any period of time. When loading water base ink into your screens, use a good amount of ink in order to insure the ink doesn't dry in your screen. Print with a pull stroke for best results. Back flood screen with a lot of ink gently so ink is not pressed through the design. You shouldn't be able to see your screen or image through your back flood.
DRYING/CURING: The 301 Enviro-Series ink must be cured for 2.5 to 3 minutes at 300 to 320 degrees F under typical infrared heat.
Curing Options: Water based inks cure differently from standard plastisol inks. While plastisol inks cure with infrared once reaching 320 degrees, water based inks cure best with air movement and heat. Air movement is preferred to drive water out of the ink and blow away steam so heat can cure water base pigment properly. Without hot air movement across the ink, water based inks will take much longer to cure. In good air flow, water based inks can cure in under 1 minute while it may take 2.5 to 3 minutes in a standard infrared dryer. (Paper can be allowed to air dry)
Here's what we did: We didn't heat the pallet before printing since right now the flash dryer is in the other room. We just screened the stuff the way we do everything else, following the guidelines as far as using a good bit of ink and putting down a good thick back flood, and laid the things out to dry. We found that the ink air-dries somewhat slowly. We let the ink dry about an hour (it was still tacky in a few spots) and then we cured it under our forced air flash dryer. I let the screened item get up to around 340 degrees and measured the temperature with a thermometer gun (Raytek MT4 Mini Temp) and let it cure at that temperature for 40 seconds or so. The total time under the flash dryer was probably a minute and a half to two minutes. You could cure this with a heat gun, too. We are very pleased with the results overall.



The bags and t-shirts are for sale on our web site!
Cabeza de Muerte tote bags
Cabeza de Muerte messenger bags
Zombie Proof shirts
Next: Drying and Curing Inks DIY Style
Can you use the 301 RC white ink by itself and get a good opaque white on a black shirt? I'm just going to be printing white on a black shirt, so I was looking for something simple.
ReplyDeleteThough how would you compare the 301 RC white ink to the Ryonets pre-mixed white discharge ink? Which one would give a brighter and more opaque white?
And what shirts have you found that take the 301 RC shite ink and the Ryonets discharge pre-mixed white ink?
Hi Jason,
ReplyDeleteWe have used both and I like both inks. The 301 RC white ink does fine by itself, though we usually do two passes with the squeegee to get good coverage. We have been getting a good, bright white with it. It tends to be slightly brighter than what we get with the Pre-mixed discharge white, but the discharge white does wear a bit better. I haven't had really significant wear on the 301 ink from washing and wearing, but a very small amount. I think I'm only noticing it because I'm looking carefully. Wash and wear doesn't seem to affect the discharge white at all.
We generally have had the best luck with higher quality shirts. We use mostly Hanes Beefy T and the lighter weight 4.5oz., Canvas 100% cotton, some Anvil (we like the lighter weight shirts) and we love the women's Bella shirts in general. Anvil makes a sexy spaghetti strap that we use a lot. We've tried both of these inks on most of these shirts and had very good results.
Can you use this white ink on black 50/50 shirts or only 100% cotton?
ReplyDelete