I had been doing posters for a while and having them printed by other people (very beautifully, I might add, but it was pricey) but I knew that I wanted us to try and print our own posters. I did exhaustive research (it’s what I do), looking on the internet and in books. I searched out different methods on building a poster or flatstock press and asked some experienced poster screen printers’ opinions. And I came up with the idea of how to build our press. We scrounged up most of the materials in Freddy’s basement. It’s pretty easy to build with some very basic woodworking skills and tools.
1. You need something to make the top out of that is smooth and flat. We used an old desktop. You can use a nice piece of birch plywood. You could use a piece of countertop. I’ve seen someone use a thick piece of plexiglass that had been an old sign. As long as it’s smooth, flat and thick enough that it won’t flex under pressure, it’s ok.
2. You need some 5/8” plywood to cut into 3/4" strips to make the spacers for the middle part.
3. You need something to serve as the bottom. We used a piece of scrap plywood that was hanging around the basement. Any flat board that’s big enough would be fine. Even a table top. We found a table someone threw out that we plan to use to build our next, larger, press onto. Recycle, reuse, etc.
4. You need a vacuum cleaner. I had an old canister one that works great for the press and isn’t too large and cumbersome.
5. You need some hinge clamps. We bought the wrong ones at first and they didn’t hold the screen securely. So then we got some Jiffy Hinge Clamps. They are very common. Should sell for around $20-25.
6. And you’ll need a t-square to draw the grid, one or two 3/32” drill bits, some screws, wood glue or contact cement and clamps for holding the thing together once it’s glued until it dries. The main thing is to use enough glue and put the press together tightly enough so that it doesn’t leak air. Ours leaked air at first. We found the holes and filled them with glue. No big deal.
Here are some plans I’ve drawn up. There are no dimensions, but you just make your own press the size you need and adjust the dimensions to fit. You could use these drawings to make your own plans with measurements. It’s a very basic press. You can get very fancy with building a poster press. We didn’t. Ours works. ‘Nuff said.
Plan 1 - The top
Plan 2 - The inside and side view
Assembly Instructions
First you cut all the pieces to size. Most places that will sell you plywood, will cut it for you for free or for a small fee. The inside spacers are the most critical. You want the outer pieces to be at least an inch or so away from the holes you will drill and you want the thinner spacer strips to be 4 or 5 inches shorter than the interior space. See the diagram. Cut the spacer strips to about 3/4” wide by however long you need them, so they will be 5/8” x 3/4” x n.
Next use a t-square to draw a grid with all of the lines spaced 1 inch apart as shown in the first drawing. Drill a hole with a 3/32” bit at each intersection. You might need more than one bit in case it breaks. Once the top is done turn it upside down and glue and screw the spacer boards in place. The spacer boards are indicated in red on the 2nd drawing. Stagger the spacer strips as shown in relation to the vacuum hole. Make sure that the spacer strips are all turned the right way, with the 5/8” sides top and bottom and the 3/4” side to side fitting between the holes you drilled. You can use more spacers inside if you want, but I wouldn’t recommend using fewer. Leave a large enough space on one side to fit your vacuum hose or nozzle. One of those flat attachments works pretty well.
You leave an opening in the side (whichever side works for you) just big enough to insert the vacuum nozzle. We used a flat attachment, shoved it tightly into the space and affixed it with duct tape. I was NOT kidding about the lack of fancy building. But hey, it works.
The vacuum holds the paper in place while you screen print onto it and you just turn it off and on as needed. You can buy a foot switch or a hand switch to make it easier.
Then glue and screw the bottom piece on. Clamp it up with a few clamps and let it dry overnight. Attach the vacuum and try it out. If you have air leaks, plug em. We just squeezed some glue into the leaky spots and let it dry overnight. You can turn the vacuum to blow to check for leaks more easily. Or if yours doesn’t have a reverse, cover the vacuum holes on top and just use a strip of tissue paper to see if it gets sucked to any spots where it shouldn’t.
You mount the hinges in position and you are ready to go.
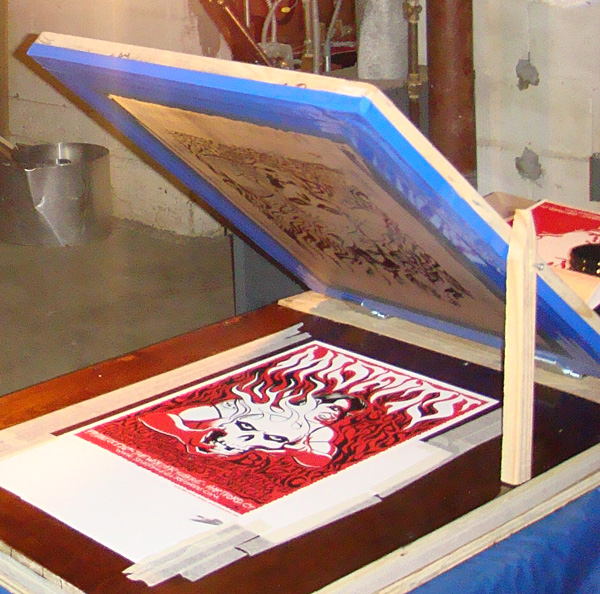
Here’s a photo of our press. The tape and paper on top are set up to print our first poster. Next time I will explain how that all works. Freddy built the press and then the top part where the hinge clamps go separately and mounted them to another piece of plywood. This was both because of the sizes of the wood we had and also so it could be moved easily and frequently. If you read about Our Clandestine Beginnings, you know why.

Here’s a picture of the insides of someone else's project since I didn’t get pictures of Freddy building ours.

Here’s a desktop like the one Freddy used to build the press. Freddy’s best friend and neighbor, Rose, donated this to our cause. Thank you, Rose!

Here’s Freddy installing the new, improved hinge clamps.

A closeup of the Jiffy Clamps and an old, discarded, unsuitable clamp.

To hold up the screen while changing out the paper underneath it we just screw a piece of scrap wood onto the side of the silk screen frame that acts as a leg and pivots. For aluminum frames they make a little gadget called a sidekick. Or you could get creative with it. I’ve seen a press where a guy had a string attached to the bottom of the screen, looped over a frame above and slightly behind the press and attached to a counter weight, a can of coins, that would hold the screen up in place. And he could adjust the weight by adding or removing coins. Heck, you could even just get someone to hold it up for you.
This is the AWT Sidekick

Here's a picture of the press in action.

Next time I will describe the process of printing on paper (flatstock), with and without a vacuum press, and how to print multiple colors.
Our posters are on sale at Deaths Head Designs!
Next: DIY Secrets to Printing Flatstock